Principles and good practices for applying electrical tracing in industrial silos and tanks: engineering criteria, control, isolation and technical validation.
Silos and storage tanks play critical roles in the process chain: maintain raw materials and products within temperature ranges that preserve viscosity, fluidity and quality. When the hoof wall exchanges heat with the environment without control, problems arise such as viscosity increase, solidification, condensation (which can cause caking/bridging in solids) e energy losses.
THE electric trace (heat tracing) is an accurate solution for to maintain or compensate thermal losses in these structures.
When to apply electrical trace in silos and tanks
- Maintain viscosity/fluidity of oils, greases, resins, molasses, paraffin, polymers and derivatives.
- Avoid solidification/crystallization in cold conditions or strong wind.
- Prevent internal condensation no helmet silos with hygroscopic solids (sugar, sal, fertilizers, flour).
- Equalize thermal gradients in elevated and exposed tanks.
- Support matches (start-ups) e local defrosting of critical points (nozzles, nozzles, drains).
The maintenance temperature range is defined case by case by project engineering.
How the electrical trace works
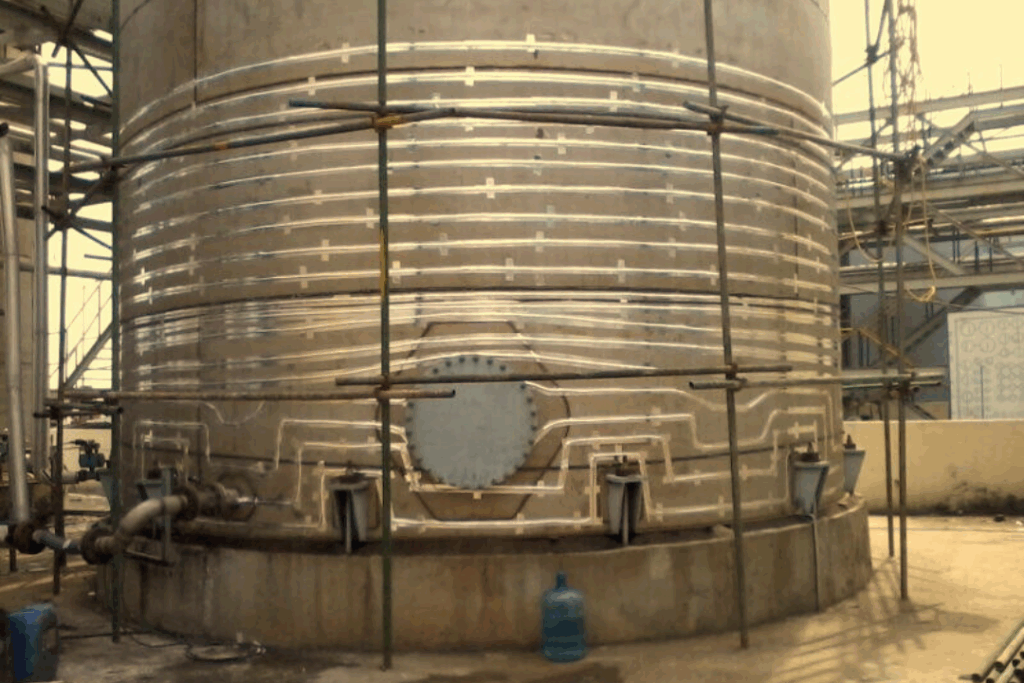
The electrical trace super heat loss from the hull to the environment. In tanks and silos, the application is made on the outer surface, under thermal insulation. The heat conducted to the metal wall stabilizes the product temperature by driving e, in silos with solids, helps to avoid condensation keeping the wall above the dew point.
Thermal engineering and calculation: the starting point
For tanks/silos, engineering considers:
- Geometry (diameter, height, cone/roof).
- Hull material/thickness and supports.
- Environmental conditions (minimum temperature, vento, rain/humidity, radiation).
- Maintenance temperature and process tolerances.
- Thermal insulation (type, thickness, conductivity, vapor barrier).
- Singular points (nozzles, tickets, drains, manways, breaths, ladders/supports).
- Control strategy (hull/process/environment sensor) e zones.
The calculation results in required power density (W/m² hull) e, consequently, a power per meter of cable and the application layout.
Electrical trace cable selection
- Autolimitante (self-regulating): adjusts power locally; facilitates applications with gradients.
- Constant power/resistive: useful under stable conditions; requires strict control.
- Temperature class and cover: compatible with the maintenance temperature and with the environment (UV, humidity, chemicals).
- Classified areas (if applicable): cable selection, compatible accessories and panels.
- Circuit length/voltage drop: defines power points and junction boxes.
Respect minimum bending radius, maximum exposure temperature, starting current e protections from the manufacturer.
Application strategy
THE electrical trace layout in tanks and silos must be defined by thermal calculation and process/environment conditions. In general, the project considers:
- Zoning by areas with different losses (wind/shadow/height);
- Critical point coverage (nozzles, drains, connections) defined in project;
- Cone treatment/silo outlets, when necessary for fluidity;
- Mandatory integration with thermal insulation to ensure uniformity and efficiency;
- Validation by tests/thermography in commissioning.
(Any specific arrangement should only be recommended after thermal engineering and calculation.)
Fixation, accessories and routing
- Fixation: temperature compatible ribbons/fibers; prevent cable crushing.
- Derivations/terminations: kits and boxes same system of the cable, com seal against moisture.
- Routing: avoid interference with stairs, supports and reinforcing rings; predict access.
- Identification: label circuits, boxes and routes; facilitate maintenance and auditing.
Control and automation
- Representative sense (helmet/process/environment) at points defined by engineering.
- Independent zones when there are asymmetries (wind/shade/exposure).
- Control Panels: differential protection, current monitoring, fault/ground alarms; integration with PLC/BMS when required.
- Operation logic: defined setpoints/hysteresis; avoid excessive switching.
Thermal insulation: essential to performance
The electrical trace presupposes adequate insulation. Without him, the system compensates with power, increasing consumption and reducing useful life.
- Material/thickness according to the calculation.
- Vapor/moisture barrier e external finish environment compatible.
- Construction details in nozzles and supports for avoid thermal windows.
- Integrity: wet insulation loses performance and can compromise the system.
Testes, commissioning and documentation
- Electrical tests: continuity and insulation resistance (megometer) before and after isolation.
- Functional Tests: by circuit/zone; sensor and logic check.
- Thermography: identification of discontinuities and uniformity validation.
- Heating curve: time until regime and stability.
- “as built” documentation: routes, list of materials, control parameters and test reports.
- Training: safe operation and inspection points.
Preventive maintenance
- Visual inspection of boxes, routing and identification.
- Electrical measurements (continuity/isolation).
- Checking thermal insulation (humidity, impact damage).
- Thermography in representative regimes.
- Registration in CMMS and updating as built after interventions.
The periodicity must be defined according to environment, criticality e plant maintenance plan.
Common errors: and how to avoid
- Non-integrated approach: buy “cabo” + installation” without calculation/control.
- Inadequate insulation: wrong thickness, seal failures or moisture.
- No zoning in exposed structures: gradients and high consumption.
- Poorly positioned sensors: unrepresentative measurement.
- Mix of systems no compatibility (cables/accessories/panels).
- Lack of commissioning: lack of acceptance criteria, thermography and heating curve.
Quick specification checklist
- Thermal calculation with environmental and process assumptions.
- Layout e zones defined by engineering.
- Cape type e temperature class compatible.
- Accessories original/compatible and routing defined.
- Control with representative sensors and panels with protection/monitoring.
- Thermal insulation (type, thickness, vapor barrier, finish).
- Tests and commissioning (criteria, reports, thermography).
- “as built” documentation and training.
Conclusion
Apply electrical trace in silos and tanks is effective for maintain temperature, avoid condensation, preserve fluidity e ensure operational stability. Success depends on application engineering, correct cable selection, control strategy, installation according to project, adequate insulation e documented commissioning. This systemic vision reduces consumption, avoids rework and provides predictability — from day-to-day operations to scheduled stops.
![]()
Ddarkens how Tayga group heating and insulation solutions can transform their industrial operations.
Get in touch today to learn more about our services and how we can help you achieve excellence on your next project.

We are available through do site (click here) or by e-mail contato@taygahs.com or at phone and Whatsapp (21) 9.8819-3687.
We also recommend reading our materials on the heating and insulation systems implemented by Tayga (just click and you will be redirected):